Industrial metaverse. When leaders in the industrial sector hear this phrase, they picture semi-autonomous conveyor belts, employees designing product mockups in virtual reality, and sustainable resource management.
Many industrial automation projects face cultural resistance. Employees are disgruntled with cameras invading their privacy. Labor union leaders lament robots taking over humans’ jobs, while stakeholders view proposed innovation skeptically due to unclear return on investment (ROI). In reality, all sides are experiencing tunnel vision.
We’re still in the Industry 4.0 era — a period of rapid adoption of emerging technologies, from cloud and edge computing to machine learning (ML) and artificial intelligence (AI). In recent years, manufacturing leaders have built a solid technological foundation to support their operations. Now, they’re eager to scale the available technology stack to support new use cases.

Source: Deloitte — Exploring the industrial metaverse
Unpacking the industrial metaverse: Key technology components
The metaverse isn’t a singular technology but a collection of building blocks organizations can use to replicate physical environments.
At Intellias, the industrial metaverse combines industrial digital twins with AR/VR capabilities powered by advanced analytics and artificial intelligence.
Let’s look at the role and value of each technology.
Digital twins
A digital twin is a virtual replica of equipment, an ecosystem, or a facility that emulates its physical characteristics using real-time data. Digital twins synchronize the physical and digital worlds, offering a 360-degree view of an asset’s condition, performance, and other characteristics. They can include data points like motion, temperature, vibrations, or energy consumption captured with modern connectivity technology.
Thanks to these characteristics, digital twins can support various use cases across sectors: predictive equipment maintenance, optimized energy management, product process simulation, surgical training, precision farming, and more.
In the manufacturing sector, 71% of leaders said their enterprises already used digital twin technology in 2023 according to an Altair survey. Among adopters, 94% said that digital twins improved new product development, while 62% cited maintenance and warranty cost optimization.
Digital twin technology adoption
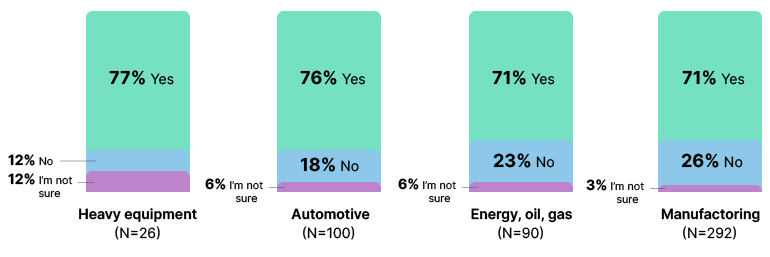
Source: Altair — 2023 Global Digital Twin Survey Report
Intel has been progressively digitizing its factories since the early 2000s. Its facilities can be operated remotely via Remote Operation Centers (ROCs), allowing engineers to monitor and control operations from any location via a software platform.
The company also relies on digital twins to model and analyze complex factory operations, evaluate the risks of process changes, and train staff. For example, using a digital twin of the Automated Material Handling System (AMHS), Intel engineers can remotely monitor performance, identify problems early, and accurately predict production metrics. With digital twins, Intel increased productivity and reduced unit throughput time while maintaining product quality despite complex manufacturing procedures.
Siemens, a leader in developing and implementing digital twin solutions, recently launched a new digital twin module to create 3D simulations of CFD thermal environments. Electronics manufacturers face heat dissipation challenges due to miniaturization and increasing processing demands. Complex IC package architectures like 2.5D, 3D IC, and chipset-based designs bring complex thermal management challenges. Siemens’ thermal twin enables high-fidelity 3D thermal analysis and secure model sharing.
Today, most companies rely on descriptive or informative digital twins:
- Descriptive digital twins offer a virtual representation that embodies knowledge of a physical asset (such as a section of the manufacturing floor). Such twins are great for providing virtual training and showing employees how to interact with different tools. They’re also helpful in process design and optimization tasks or asset/facility monitoring.
- Informative digital twins include operational and sensory data, allowing users to simulate the real-world performance of assets. For example, they can verify battery performance under different temperatures. Advanced models also support remote interventions (for example, remotely adjusting manufacturing settings on physical equipment).
Predictive or autonomous digital twins are the next evolutionary step. Such systems can learn from data, make decisions, and act for users, with or without direct interaction. Predictive digital twins enable remote monitoring and preventive maintenance, allowing operators to identify and resolve problems before they become operational nuisances.
Predictive models also support advanced “what-if” planning, optimizing processes and workflows without wasting time, asset capacity, or source materials. Siemens’ digital twin technology allows electronics manufacturers to run digital what-if part selection analysis during product design, using its database of component intelligence for over 600 million manufacturer part numbers.
In future metaverse industries, we will see wider deployment of all three types of digital twin models, covering every element and workflow in the manufacturing process — from floor layout and equipment positioning to source materials and humans.
Augmented reality(AR) and virtual reality (VR)
AR and VR extend digital twin capabilities by providing a new interface. Instead of analyzing data via dashboards or supervising a model via a screen, users can directly interact with modeled assets in an extended reality environment.
Manufacturers actively use AR in product design and prototyping. Holographic 3D models can overlay real geometries onto AR goggles to help workers evaluate different concepts or assembly processes.
BMW, for example, has tested AR-powered prototyping in one of its plants. The system uses data from BMW Group’s product data management system to visualize vehicle models and components. Users can drag and drop CAD files from the database to AR goggles to reproduce them in 3D with detail. The AR app is controlled by hand gestures, allowing direct interaction from multiple collaborators without geographical restrictions. BMW says AR saves them up to a year on vehicle module validation.
Employee training and remote assistance are other widespread use cases of AR/VR in manufacturing. Studies show the high effectiveness of VR safety training and better outcomes, as it helps learners connect visual, verbal, and motor knowledge.
Audi was an early adopter of VR for employee training, creating courses for new hires at its manufacturing facilities. The company also used VR to optimize special containers for sensitive parts to improve productivity. Airbus relies on a video platform with AR capabilities to more effectively connect on-site technicians with subject matter experts for equipment repairs.
The latest mixed reality devices, like the industry-ready HoloLens 2 and Apple Vision Pro, offer high definition and low latency for advanced object modeling and real-time interactions. In the industrial metaverse, VR, AR, and digital twins can substitute costly physical simulations and tests without affecting product quality or safety. These applications also support global team collaboration in virtual workspaces for brainstorming, iteration, and concept validation.
Advanced analytics and artificial intelligence (AI)
Greater connectivity and digitalization means immense volumes of data.
Cloud computing makes it easy for manufacturers to capture, store, and retrieve large amounts of data, while advanced data analytics techniques help transform it into insights for decision-making.
Over 70% of large manufacturing companies use data analytics tools, but many business intelligence systems only produce diagnostic or descriptive analytics.
- Diagnostic analytics examines data patterns to explain the root causes of events and provide insights into past performance.
- Descriptive analytics summarizes historical data to provide an overview, visualize trends, and identify patterns.
Both help companies learn from the past but not necessarily predict the future — something that machine learning and deep learning models can do using a combination of past and real-time data.
Machine learning techniques like support vector machines (SVM) and k-nearest neighbors (KNN) can handle structured and unstructured data, such as text and images, but typically require feature extraction to be effective. In contrast, artificial neural networks (ANNs), including convolutional neural networks (CNNs) for visuals and recurrent neural networks (RNNs) for sequential data, directly process unstructured data. ANNs excel in tasks like image recognition and natural language processing by learning from complex patterns in raw data without extensive manual preprocessing.
Predictive models anticipate future events (such as equipment failure due to wear and tear) based on historical and real-time data. Prescriptive models suggest an optimal course of action to reach the target outcome (for example, sending a maintenance crew at a particular time to minimize downtime).
Using these techniques will enable new operational capabilities in the industrial sector.
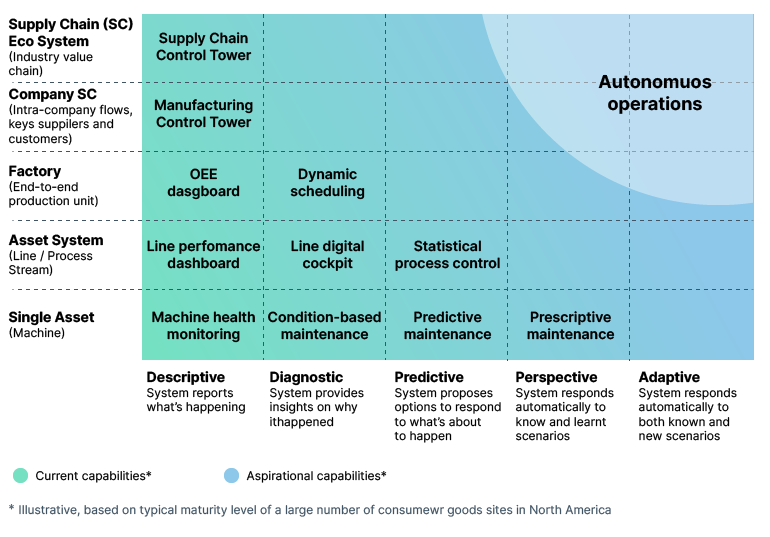
Source: Accenture — Next Generation Manufacturing Systems Architecture
Many industry leaders have advanced predictive and prescriptive capabilities for workflows. For example, Airbus, GE Digital, and Delta TechOps co-developed Skywise — a data-driven aircraft operations platform with a predictive maintenance solution that anticipates component failure by analyzing aircraft sensor data.
ExxonMobil and WinGD developed a predictive cylinder condition monitoring service for the maritime industry to help vessel owners reduce unplanned stoppages, optimize engine performance, save costs, and extend engine overhaul intervals.
LG Electronics combined advanced predictive and prescriptive analytics with digital twin technology in its new lighthouse factory in Korea. The facility has a digital twin that can analyze production processes in virtual reality and predict defects that will occur in the next 10 minutes on the assembly line. The system also provides real-time guidance to employees, suggesting the exact parts and materials for assembling each appliance. After one year in operation, the system helped reduce defective product returns by 70% and energy consumption by 30%.
As shown in the above case studies, leading teams already design products in VR, using materials available to the company. They also rely on virtual simulations to select the best product components and test their performance under different conditions. Then, they dispatch specifications to the manufacturing facility and supervise the manufacturing process remotely. Quality control systems, powered by computer vision, can automatically detect or even predict defects, resulting in less waste.
Individually, these processes are already a reality. Combined, they will become the new Industry 5.0. — the industrial metaverse.

Benefits of accelerating investment in the industrial metaverse
Through the use of digital twins, AR/VR, and advanced analytics, we can already replicate everything from products and buildings to core business processes to analyze, simulate, and prescribe different changes.
When combined and deployed at scale, industrial metaverse solutions will generate the following benefits for businesses.
Improved product design
Digital twins provide engineers with a wealth of intelligence about different product components. AR/VR allows for seamless digital prototyping and testing during brainstorming, saving resources on product testing, verification, and customer acceptance stages. Companies using advanced digital twins for prototyping reduce new product development time by 20% to 50% on average.
Airbus uses Model-Based PLE (MB-PLE) — a combination of digital Product Line Engineering (PLE) and Model-Based Systems Engineering (MBSE) — to design aircraft. Using MB-PLE, Airbus can create a digital twin and show customers different product configurations and customization scenarios. The system helps Airbus create and manage thousands of product variants and deal with specific customer requirements such as more legroom between seats or extra hand luggage storage. The engineering team can immediately tell which variants are possible and which are mutually exclusive. The digital twin also helps Airbus engineers identify which parts to reuse for multiple use cases.
Adding advanced analytics to the mix also empowers specialists to make better design decisions, produce higher-quality outputs, and prevent quality issues at the product stage with advanced monitoring.
HPE deployed an AI-based quality control system at one of its European manufacturing facilities last year. Powered by a custom deep learning model, the system automatically scans each produced server and validates it against the 1,000 possible configurations. The new system reduced out-of-the-box quality issues by 25% while improving inspection speed by 96 seconds per server, allowing the workforce to focus on higher-value tasks.
Context-aware support in day-to-day work
Industrial metaverse solutions don’t replace humans — they augment their capabilities to perform their jobs well. Digital twins enable remote monitoring and operations. Computer vision-based systems can handle menial inspection tasks, while analytics systems can assist workers with contextual cues projected on their smart glasses or other wearable devices.
At its Sheffield facility, Boeing employs multiple digital technologies to improve the working conditions for their staff. A smart tags system helps manufacturing and fulfillment teams locate inventory faster. RFID sensors on airplane painters’ vests provide a reminder signal to secure safety harnesses before beginning work at heights and alert nearby teammates.
Much of Boeing’s on-site equipment can be controlled and monitored remotely, allowing technitions to notify operators about performance issues (e.g., low fluid levels or the need for recalibration). Data comes from various sensors that measure temperature, humidity, vibration, and noise. Another application automatically calculates energy consumption and orders replacements just in time, ensuring technicians always have the right tools on hand without storing spares.
Maintaining constant awareness of the manufacturing environment enables our teams to work safely and efficiently and helps us mitigate downtimes and stabilize the production process.
Boeing also relies on digital twins and 3D prototyping in aircraft design. The company has developed a “digital thread flows from design to production” that connects technicians and mechanics across facilities.
Production teams use tablets and monitors that display 3D models to confirm their work meets engineering specifications exactly — one of the company’s latest models (MQ-25, the U.S. Navy’s unmanned aerial refueler) was developed entirely with digital engineering.
Virtual product reviews allow teams to extensively evaluate an aircraft and its every part before sending specs to the factory floor. They also make the manufacturing process more collaborative: Customers can make suggestions on part design for better maintenance or replaceability or comment on issues they’ve experienced with older parts so that Boing can iterate and improve upon their products.
Greater sustainability
Digital twins, analytics, and AR/VR reduce the need for physical prototyping and thus help to lower costs. Teams can iterate more effectively without wasting as many resources. By combining analytics, computer vision, and digital twins, organizations can create more efficient processes, optimizing the precision, quality, and speed of assembly.
P&G, for example, introduced an industrial IoT platform powered by machine telemetry and high-speed analytics to monitor diaper production. The system automatically monitors assembly lines and alerts about potential issues in material flows. This improves the cycle time, reduces network losses, ensures quality, and increases operator productivity. The company also uses a similar solution for producing paper towels. It allows P&G to predict finished paper towel sheet lengths and thus optimize raw material use.
89% of manufacturing leaders say that digital twins have helped their organization create more sustainable products and processes. Moreover, embedded digital twins can continue to bring value post-purchase, enabling better maintenance, warranties, and product usage.
Rolls-Royce created a digital twin platform to virtualize different engine configurations using aggregated performance data from sold models. Thanks to advanced analytics of this data, the team can predict maintenance needs for models under development and optimize maintenance schedules to maximize the lifespan of each model in operation. As a result of their digital twin platform, the company reported an up to 50% reduction in time between maintenance for some vehicle models. The platform also advises on how to best dispose of metal waste from parts when they reach their end of life.
Enhanced production planning
Industrial metaverse solutions enable a new degree of simulation: data-driven, 3D, VR-based modeling of processes and facilities of any complexity. You can use them to simulate actual facility operations in real time (using streamed data from all connected assets) and test different what-if scenarios to predict target outcomes whenever you try process variations.
Such advanced digital simulations allow for testing different layouts and configurations without interrupting product processes. That’s what Mercedes-Benz did when designing a new production line for its new vehicle models at the Rastatt plant. The team created a digital twin powered by data from the corporate production system. The twin knows the exact layout of the current plant and can simulate the optimal position of new machines, supply routes, and production lines to support extra production needs. This virtual ramp-up planning and optimization allows Mercedes-Benz to prepare new plants for manufacturing new vehicle models without interrupting the production of current compact cars.
Toyota, in turn, uses digital twins to simulate whether equipment currently used in Japanese factories will fit into its new Turkish plant. Using digital twin technology, the company optimizes planning virtually to reduce the number of factory visits and lower its carbon footprint.
New solutions like NVIDIA Omniverse further reduce the complexity of creating 3D and VR-based simulations of complex assets and workflows, allowing manufacturers to digitize a broader range of operational processes and create fully software-defined products.
Looking ahead: Generative AI and the industrial metaverse
Advanced analytics is an absolutely essential component of the industrial metaverse. It performs critical behind-the-scenes number crunching to provide human experts with unparalleled operational insights. Machine learning and deep learning models also enable advanced industrial automation scenarios — automated quality control, asset monitoring, predictive maintenance, etc.
The role of generative AI in the industrial metaverse will be slightly different, providing users with a conversational interface for interacting with underlying systems, analytical models, and deep corporate data reserves.
Instead of reviewing dashboards or manually searching compliance documents, users will be able to:
- Look up relevant information using text-based queries. Thanks to retrieval augmented generation (RAG), foundation models like GPT or BARD can be configured to allow secure access to corporate documentation as an extra source for generating responses. When a user asks for instructions for configuring a specific asset, the model will respond based on the relevant corporate document.
- Use advanced voice commands to interact with different connected systems. Large language models (LLMs) can also be configured for speech recognition. Instead of reaching for a phone or tablet, users can directly converse with the model to get instructions for their job or obtain information about a connected asset.
Effectively, generative AI can provide a more straightforward interface for interacting with underlying digital twin models and advanced analytics systems. This is especially important as data volumes in manufacturing significantly increase.
Paul Schneider, principal engineer at Intel, has realized that companies now face a dilemma of “how to manage, analyze and use the six billion data points that come from each factory daily.” Intel uses digital twins to aggregate and feed that data back into online systems to optimize production outputs.
In this sense, generative AI models can help aggregate and analyze different simulation scenarios and suggest further optimization techniques.
Final Thoughts
Just as assembly lines, conveyor belts, and scientific management transformed manufacturing in the 1920s, digital technologies including cloud computing, IoT, big data analytics, AI, AR, and VR are reinventing the manufacturing industry today.
However, as we know by now, it’s not individual innovations but the cumulative effect that creates the most impact — and the industrial metaverse will be the driver of the new era in manufacturing.
We’re still at the beginning stage, with most companies running pilots and evaluating use cases. However, some leaders have already deployed a combination of digital twins and AI technologies for end-to-end workflow execution and are experiencing substantial benefits.
Contact our team if you’re interested in exploring the potential of digital twins and advanced analytics for your operations.

